[VIP第1年] 指数:3
[VIP第1年] 指数:3
安全风险防控与标准体系天然气制氢装置的安全管理需覆盖原料储运、反应控制及尾气处理全链条。甲烷-空气混合物极限为5-15%(V/V),需采用氮气置换系统和激光甲烷检测仪(检测限1ppm)实现双重防护。重整炉超温是主要风险源,通过在催化剂床层布置20组热电偶,配合紧急喷淋系统(响应时间<1秒),可将飞温事故概率降低至10⁻⁶次/年。尾气处理方面,采用催化氧化装置将未转化甲烷和CO氧化为CO₂,VOCs排放浓度可控制在5mg/Nm³以下。国内已发布《天然气制氢装置安全规范》(GB/T 37562-2019),对装置耐压等级、防爆区域划分及应急预案编制作出明确规定,推动行业安全水平提升。温重整制氢的原理是通过重整反应将碳氢化合物分解为一氧化碳。西藏甲醇天然气制氢设备

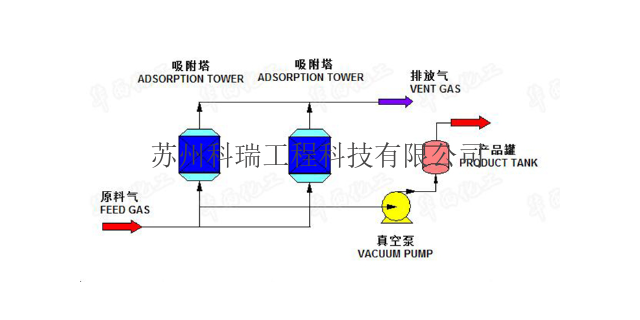
氢气纯化技术路线对比氢气纯化是天然气制氢品质保障的关键环节。PSA技术凭借成熟度与成本优势占据主导地位,采用真空解析工艺(操作压力0.05MPa)可使氢气回收率提升至92%,但纯度上限为99.999%。钯膜分离技术(厚度5μm)在400℃下氢气渗透速率达10⁻⁶mol/(m²·s·Pa),纯度可达6N级,但膜成本高达1500美元/m²。化学洗涤法(如液氨洗涤)适用于CO₂深度脱除,可将杂质含量降至1ppm以下,但溶剂损耗率达0.5kg/t H₂。多技术耦合方案如PSA-深冷分离串联工艺,可兼顾纯度与成本,在电子级氢气生产中具有优势。西藏甲醇天然气制氢设备天然气制氢设备找苏州科瑞工程。

天然气制氢过程会产生大量二氧化碳排放,对环境造成负面影响。据估算,每生产 1 千克氢气,蒸汽重整制氢约排放 10-12 千克二氧化碳。为应对这一挑战,碳捕集、利用与封存(CCUS)技术逐渐应用于天然气制氢领域。通过在制氢过程中捕集二氧化碳,并将其运输到合适的地点进行封存或利用,可***降低碳排放。此外,开发新型制氢工艺,如化学链重整制氢,可实现二氧化碳的内分离,降低捕集成本。化学链重整利用载氧体在不同反应器间循环,实现天然气的重整和二氧化碳的分离。同时,**出台相关政策,对碳排放进行严格管控,鼓励企业采用低碳制氢技术,推动天然气制氢行业向绿色低碳方向发展。
天然气制氢技术正朝着**碳化、智能化和模块化方向演进。催化剂领域,单原子合金催化剂(Ni-Cu SAAs)将甲烷转化温度压低至650℃,同时将贵金属用量减少95%。反应器设计方面,微通道重整器(通道尺寸<500μm)通过强化传热传质,使氢气产率提升30%,设备体积缩小80%。系统集成层面,太阳能光热耦合SMR装置利用槽式集热器提供反应热,能耗接近零。产业布局上,中东地区依托廉价天然气资源建设大型出口基地,欧洲则发展分布式蓝氢网络。预计到2030年,全球天然气制氢产能将突破8000万吨/年,占氢气总供给量的45%,形成"天然气制氢-CCUS-氢能储运"的完整价值链。天然气制氢设备应用场景。

苏州科瑞公司的天然气制氢技术具备良好的扩展性。随着市场需求的增长,其制氢系统可方便地进行产能扩充。在原有设备基础上,通过增加部分关键装置或优化工艺参数,即可实现氢气产量的提升。这种灵活性使得科瑞的天然气制氢项目能够适应不同阶段的市场变化,无论是短期的需求波动还是长期的产业扩张,都能从容应对,氢气供应的稳定性与持续性。苏州科瑞天然气制氢的质量体系十分完善。从原材料天然气的检验,到制氢过程中的各个环节监控,再到**终产品氢气的检测,均有严格的标准与流程。采用的检测设备,对氢气纯度、杂质含量等关键指标进行精细测量。只有符合高质量标准的氢气才会进入市场,这一严谨的质量管控确保了苏州科瑞在天然气制氢行业的良好声誉与客户信任度。 我国天然气制氢始于20世纪70年代,主要为合成氨提供氢气。西藏甲醇天然气制氢设备
苏州科瑞天然气制氢设备拥有稳定的制氢工艺。西藏甲醇天然气制氢设备
设备投资成本:制氢设备购置:制氢设备的采购成本较高,尤其是关键设备,如转化炉、净化装置等,需要大量资金投入。不同厂家生产的设备在质量、性能以及价格上存在差异,先进高效的设备初期投入大,但从长期运营看,能提高氢气产率、降低能耗,可降低单位制氢成本4。设备维护与折旧:设备在日常运行过程中需要定期进行维护保养、更换易损件等,这些维护成本会增加制氢的总成本。而且,设备随着使用年限的增加会逐渐产生折旧,折旧费用也会计入制造成本4。西藏甲醇天然气制氢设备
文章来源地址: http://huagong.yybyjgsb.chanpin818.com/hgctsb/deta_27304529.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。